
Digital light synthesis (DLSTM) is a patented additive manufacturing technology. It uses UV light, oxygen-permeable optics, and programmable liquid resin to print 3D objects with tunable mechanical properties and strength.
Unlike conventional means of object printing such as FDM, stereolithography, SLS, SLA, DMLS, and others, DLS being the modern technology developed by Carbon uses the fusion of light and oxygen to print objects with exceptional rapidity from a pool of resin.
It is fundamentally carbon-based. Created by carbon, DLS printing is one of the latest, fastest, and most efficient forms of 3D printing technology known today. It is a unique type that resembles vat photopolymerization.
Manufactured by the company Carbon 3D, the DLS printers use continuous liquid interface process technology (CLIP) to print parts 25 times faster than traditional 3D printers. According to one patent, the DLS printing speed is in the range 100-1000 mm/hr which subsequently reduces the printing time by a factor of a hundred.
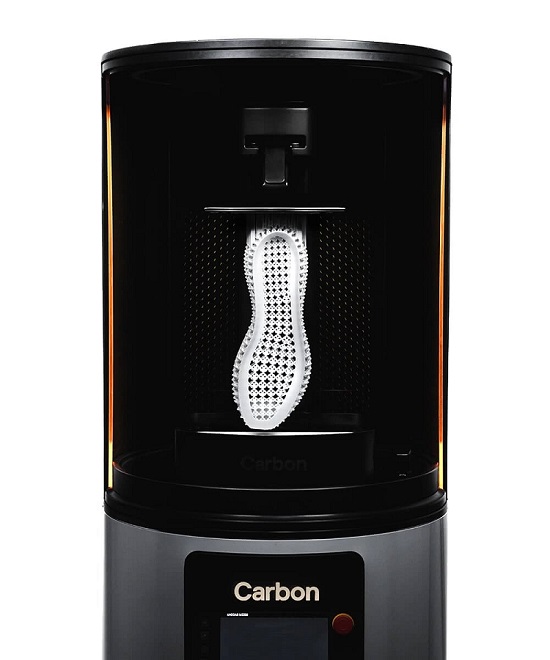
The figure below shows an engineer operating a DLS printer.

How does a digital light synthesis (DLS) 3D printer work?
In its simple yet highly critical operation, a cross-section of the to-be printed object is exposed via projecting a sequence of its UV pictures by the light coming from a fine-tuned high-performance LED light engine. Doing so allows the UV-curable resin to get partially cured in an enormously controlled environment.
A special window famously known as the oxygen-permeable window develops a thin liquid layer of uncured resin known as the dead zone. (figure below).
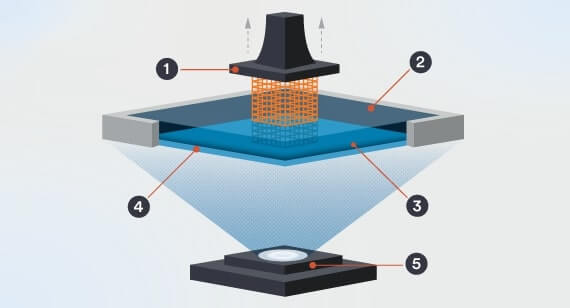
DLS printing schematic: 1- build platform, 2-UV curable polymeric resin, 3-dead zone, 4-oxygen permeable window, 5- light engine
When oxygen passes through the oxygen-permeable window, then this constant layer is created which is only five microns thick.
The key question is what is the purpose of an oxygen-permeated window? The insight behind the use of this window is to ensure that the resin closest to the window would not cure and therefore must allow the liquid resin to keep flowing down the printed object as the platform rises. In this way, the object is printed in a nearly continuous manner with the downward flow of the liquid resin. This process is famously known as the continuous liquid interface process (CLIP).
The partially cured object thus printed does not offer end-use qualities. It needs to be further processed for inducing required mechanical strength and other required properties which vary according to the operational needs. In most cases, a second programming curing phase is arranged in which the 3D printed part is now baked in a thermal bath or oven to impart needful thermal/mechanical properties. (figure below)
Carbon DLS Printing: A Step by Step Guide
It may be succinctly divided into three following steps:
- STEP 1: The creation of the dead zone between the oxygen-permeated window and the printed object.
- STEP 2: Print the object with the passing of oxygen through the dead zone by curing the resin above the dead zone and keeping the liquid uncured resin in continuous flow (continuous liquid interface process-CLIP).
- STEP 3: Post-printing baking of the object, thus optimizing chemical/mechanical properties of the resin according to need.
Materials Used in DLS Printing
Most of the lattices printed by the carbon DLS are made by using elastomeric polyurethane (EPU) materials. In most of the cases, the simple lattices have foam-like properties. However, advanced structures with variable density sections, gradient transitions, and surface textures give the sense of super foams.
DLS vs SLA
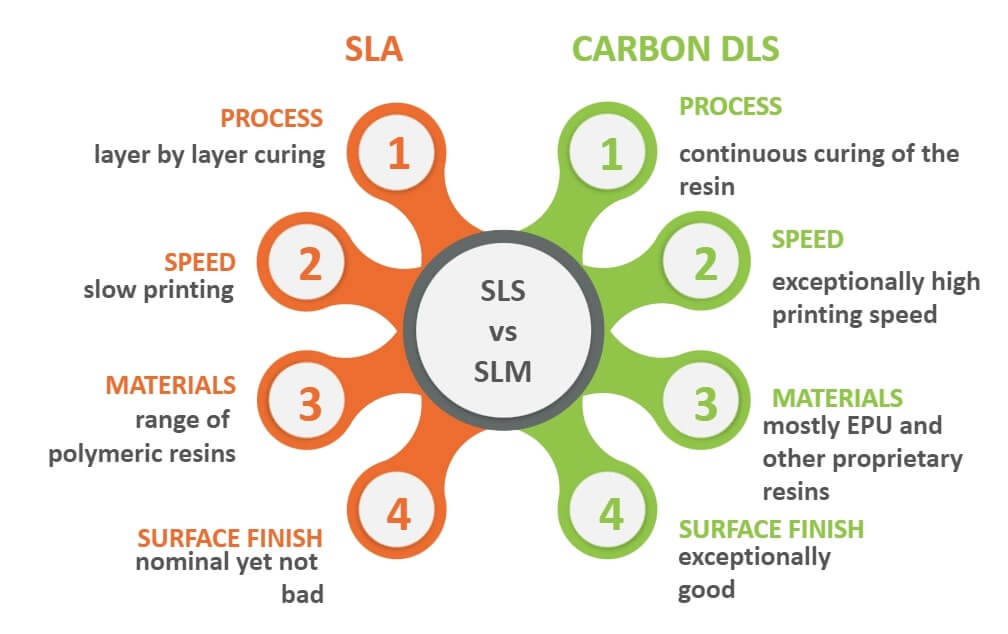
DLS is compared to SLA most of the time. Both are additive manufacturing 3D printing technologies. Yet, there is a great difference between the two methods that separate them: in SLA the part is printed using a laser beam by converting the liquid resin into a solid state layer by layer, whereas the same process takes place in the case of DLS as well but in a continuous manner (CLIP). Other differences are described in the figure below.
Advantages and Disadvantages
The advantages of DLS printing are enormous. The 3D parts made through carbon technology are comparable to the injection molded parts in terms of their dimensional accuracy, strength, and surface finish. Moreover, these products have somewhat increasingly complex geometries as shown in the figure below.


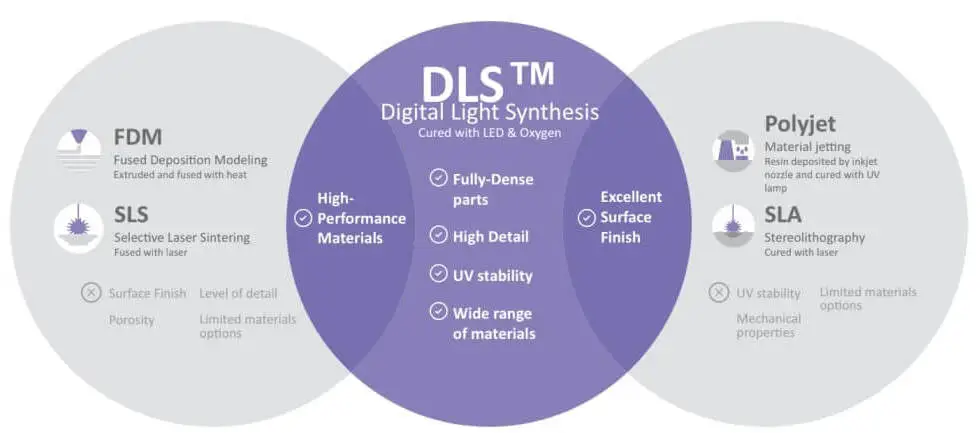
The parts may have as many undercuts and holes as possible. They have perfectly straight walls. They offer uniform thermal and mechanical properties across the whole printed body, and superlative surface finish with negligible waste of material. Some other advantages of DLS printing are illustrated in the figure below.

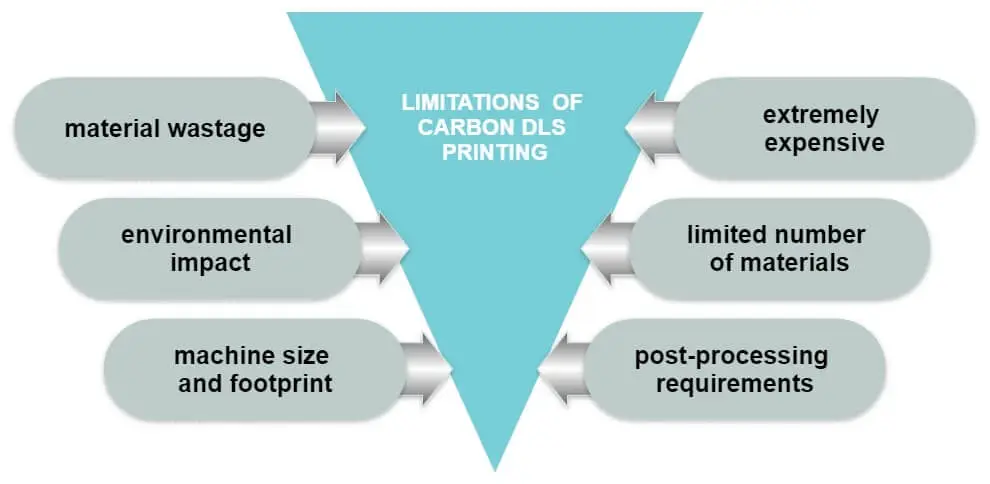
One of its biggest disadvantages is its costlier economy. It requires high initial capital to run a DLS printer. Moreover, only a limited number of materials are compatible with DLS printing technology. The limitations of DLS printing are summarized below.
Frequently Asked Questions
How does digital light synthesis work?
It’s a carbon-based additive manufacturing technology that uses UV light, oxygen permeable optics, and programmable liquid resin to print 3D objects in a 25 times faster way than a conventional 3D printer.
Why is the digital light synthesis process able to print objects in a nearly continuous manner?
It is because of its CLIP nature. It is due to the presence of the oxygen-permeable window which helps create a dead zone that keeps the resin closest to the window in a liquid state thereby providing a gateway for the resin to continuously flow downstream the window. In this way, the intended is printed continuously.
I am the author of Mechanical Mentor. Graduated in mechanical engineering from University of Engineering and Technology (UET), I currently hold a senior position in one of the largest manufacturers of home appliances in the country: Pak Elektron Limited (PEL).