Selective laser printing (SLS) is one of the methods used for the 3D printing of the intended objects based on polymeric powders. Sintering fundamentally refers to the partial heating of the powder material before its liquefaction to build masses of improved qualities.
In SLS practices, the polymers in the form of powders typically 10 to 100 micrometers in diameter are selectively sintered (partially melted and then fused). The sintering process follows layer-by-layer printing of the object similar to FDM printing.
Selective laser sintering was first proposed by Carl Deckard at the University of Texas at Austin in the USA.
Similar to other 3DP methods such as selective laser melting (SLM), stereolithography (SLA), direct metal laser sintering (DMLS), electron beam melting (EBM), carbon digital light synthesis (DLS) and so forth, SLS though operationally different from all of these, is a material additive 3DP technology.
How does selective laser sintering work?
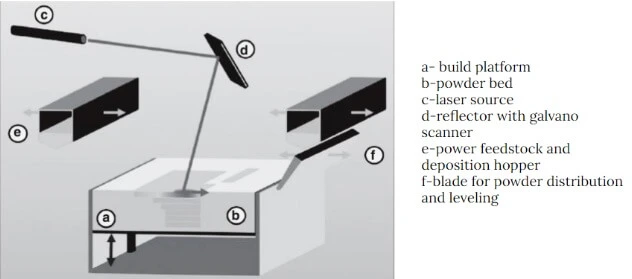
A commonly used CO2 based laser beam is moved within a powdered layer at a considerably high speed using a reflector attached to a galvanometer to sinter the resin powders in the existing layer. Both one-way and two-way 3D scanning options are available with an SLS setup. The schematic showing SLS printing is shown below.
Similar to the metallurgical mechanism of liquid phase sintering, in the SLS printing the polymeric powders are partially melted keeping their solid core retained as such during the process of joining. The densification of the powder is achieved by the subsequent solid-phase particle re-arrangement and liquid-phase solidification and bonding.
Having sintered the first layer, the build platform now descends by a distance equal to the layer thickness. Powders are fed from the powder deposition hoppers to give a new layer.
A specific blade or a roller acts as a distributor to evenly spread and divide the powders at a constant height of the newly made powder layer.
The photons of the laser beam fall upon the powder particles and selectively perform the sintering function. This process is repeated over and over again until the whole part is produced.
Once the object is printed, it is now subject to post-processing steps. In most of the cases, loose powders are removed in this step. Other post-processing operations are selected according to the current needs of the printed objects to avoid inter-particle voids within the object.
The detached loose particles remain within the build platform and now serve as a support structure. It is because of this, that parts with intricate and complex geometries are printed using an SLS printer without the need for special arrangement of the support structure.
Besides polymeric powders, other materials that are used include metal alloys, stainless steel, ceramics, and the like.
Selective Laser Sintering Materials
SLS is capable of producing parts from a wide range of materials available on a commercial scale. The SLS materials may include polymers, ceramics, and metals in powder forms. The figure shown below enlists some of the polymers and metals used in SLS printing. They are to be used under the gas environment such as sustained by argon or nitrogen.

In most of the SLS applications, engineering polymers are preferably used. By selecting the right polymeric powder or their combination, the SLS printing produces parts that are stiffer and stronger, more water-tight, air-tight, and or heat resistant in general.
More precisely, in SLS practices, either a coated powder or a mixture of two polymeric powders is used. In the case of a single powder, the laser beam melts only the outer surface and therefore sinters only the non-melted cores to each other. The powders used in SLS printing are produced in the ball milling process.
Selective Laser Sintering vs Selective Laser Melting
In many practical decisions specific to “SLS vs SLM”, there are serious doubts regarding which printing method is more promising and suitable within the framework of the required printing output.
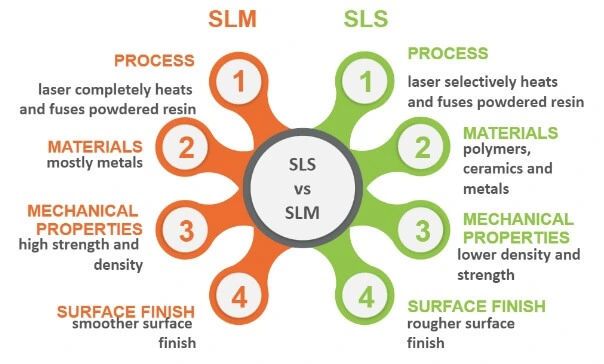
The prime difference between the two methods lies in the heart of the process they depend on: in SLS the resin powders are partially melted and fused (sintered), whereas in SLM, they are subjected to complete melting and fusion by bringing the powder mixture first to the fully molten state before solidification.
The underlying processes of both SLS and SLM affect the mechanical properties of the same object. A short difference between the two is illustrated in the figure below.
Moreover, less post-processing is required in the case of SLS due to the absence of the melting operation than in SLM where post-processing operations are many and may for example include heat treatment and machining processes to get desired thermal/mechanical properties and geometric dimensions of the printed part.
Also, the applications of both are neatly distinct: SLS is mostly adopted for prototyping and making functional parts, whereas SLM is preferred for producing aerospace and medical parts in metal or metal alloys.
Selective Laser Sintering Advantages and Disadvantages
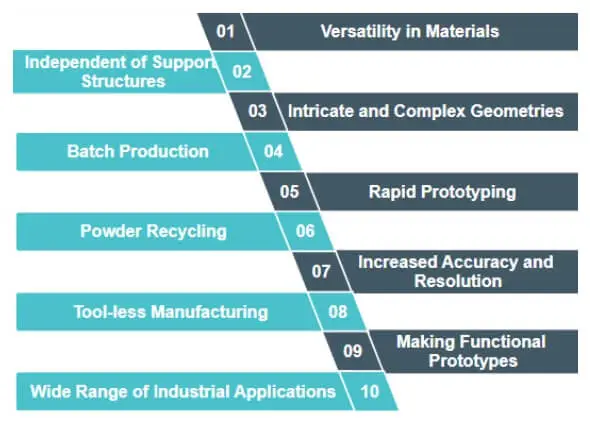
The advantages of SLS are numerous. Some of them are domestic, others are commercial or industrial. A few of them are summarized below.
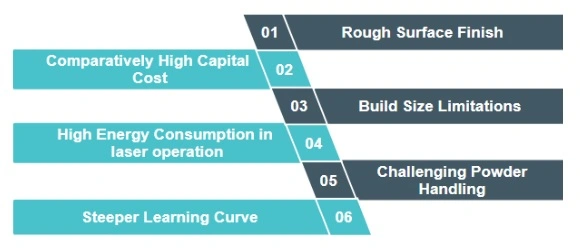
There are also certain limitations of the SLS 3D printing. They are mentioned in the figure below.
Selective Laser Sintering Applications
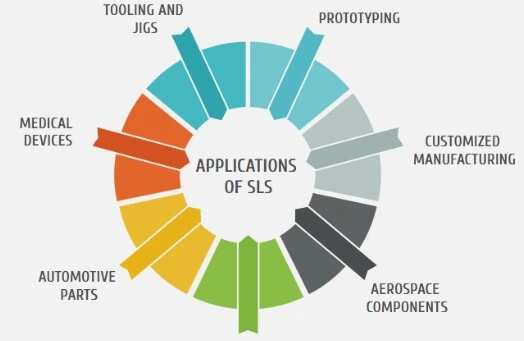
The applications of the SLS printing are numberless. This printing technique is used in aerospace, automotive, medical, electronics, food processing industries, and the like for making specialized (spare-)parts, sub-assemblies, and equipment with not so considerably higher cost and yet with superlative mechanico-metallurgical properties.
Frequently Asked Questions
What is selective laser sintering?
It is a type of 3D printing in which objects of engineering interests are produced by selectively sintering polymeric powders under a gas environment using a CO2-based laser beam.
How does selective laser sintering work?
It works by heating the polymeric powder below its melting point and then fusing it. A carbon dioxide-based laser beam is used for that purpose which selectively sinters the powder particles based on the 3D scan of the to-be printed object.
How to improve selective laser sintering?
There are multiple ways by which selective laser sintering can be improved and they include developing smart engineering polymers compatible with SLS, optimizing chamber atmosphere, multi-material printing, software enhancement, and others.
What’s the difference between stereolithography and selective laser sintering?
The prime difference between SLA and SLS is that in the former the photo polymeric resin is selectively cured layer by layer thereby printing the entire object; whereas, in SLS polymeric powders (as well as ceramic materials or metal powders) are selectively sintered layer by layer to build the object.
Who was awarded a US patent for selective laser sintering?
The US patent for SLS was awarded to Cark Deckard and Joseph Beaman in 1986.
How much does selective laser sintering cost?
It cannot be said so simply by stating a fixed cost as it is a function of multiple factors that include part size, geometry, material, layer thickness, post-processing requirements, resin recyclability, labor costs, and others.
What is selective laser sintering used for?
It is used for prototyping as well as for equipment and parts/components used in aerospace, medical, electronics, automotive, sports, food processing, and other numerous industries.
I am the author of Mechanical Mentor. Graduated in mechanical engineering from University of Engineering and Technology (UET), I currently hold a senior position in one of the largest manufacturers of home appliances in the country: Pak Elektron Limited (PEL).