
Fused deposition modeling (FDM) is the most common type of 3D printing used today. It is based on the material extrusion process.
It was coined and trademarked by its inventor and co-founder Strasys, Scott Crump.
Fused deposition modeling (FDM) is used synonymously with the term Fused filament fabrication (FFF) – a term that was coined by the makers of the RepRap project.
What is FDM?
As an additive manufacturing technique, fused deposition modeling (FDM) can be defined as:
It is a filament-based material extrusion 3DP process in which a polymer filament, usually a thermoplastic resin, is melted in a heated nozzle which is then extruded selectively layer by layer to build the desired shape of the part.
Since there are no standard definitions of FDM available, many simple extrusion techniques are falsely recognized as FDM.
The unique characteristic of the FDM process is resin extrusion based on filament which also functions as a machine element. In the heated nozzle, the solid filament acts as a piston to force out the molten resin to print the desired body.
FDM Process

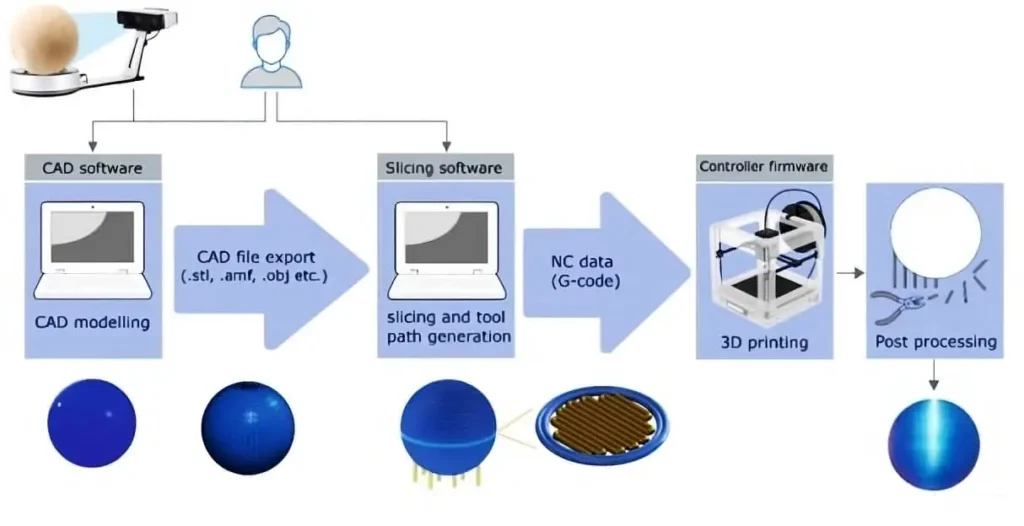
The fused deposition modeling FDM process consists of three fundamental stages or steps as described in the figure above.
STAGE 1: Just like any other 3D printing process, the FDM printing process starts with the creation of a CAD model of the part using only one of the CAD software we mentioned in our article 10+ Different Types of CAD Software.
The CAD model in the first step is created by the CAD design engineer or else by using a reverse engineering approach by scanning the object geometry.
STAGE 2: In the second step of the FDM process, the CAD model thus generated using any one of the two methods is now converted into a file format understandable/readable by the 3D printing software. This 3DP software is commonly known as a slicing software. The most typical file formats are STL, OBJ, IMF, and 3MF with STL as the most recognizable file format unofficially accepted as a standard representation in the 3DP industry.
In the next sub-stage, the converted file is now imported to the 3DP slicing software. Today, the most sophisticated algorithms of the slicing software are capable of importing the native 3D files containing tessellated CAD models by keeping their accuracy fully intact. A few such software include Slic3r, Cura, and Repetier among others.
The primary function of the slicing software will now be to convert the imported CAD model into a set of respective printing instructions for the printer to build the part.
In addition to this, it performs several other tasks as well which are mentioned in the figure below.
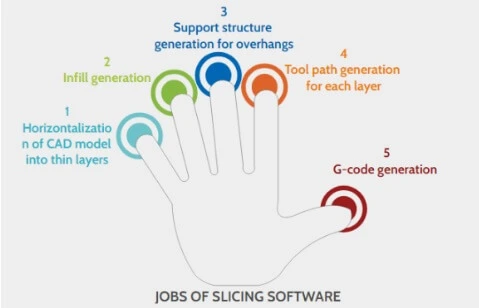
They include slicing CAD models, infill generation, support structure generation for overhangs, tool path generation for each printing layer, and so on.
All these tasks depend upon the user inputs for build orientation, slicing parameters, and machine parameters. Some of the slicing parameters include raster orientation, raster width, infill, layer thickness, and others. Whereas, a few key machine parameters are printing speed, melt (extrusion) temperature, build platform temperature, and so forth.
All these process-related data necessary for the conversion of the digital model into a physical one are now recorded into a format based on G-codes by the slicing software. Consequently, the G-code file is sent to the FDM printer for printing the part.
STAGE 3: The fused deposition modeling printer is managed by a robust controller which directs the FDM 3D printer or more precisely the printhead to build the programmed part layer by layer according to the G-code file.
The third stage constitutes the final FDM stage in which the printed part or object thus built is now withdrawn from the printer and is subjected to post-printing operations according to need.
All these steps of the FDM technology or FDM modeling are elaborately explained in the figure below.
Working Principle of FDM
The figure shown below demonstrates the working schematic of an FDM printer.
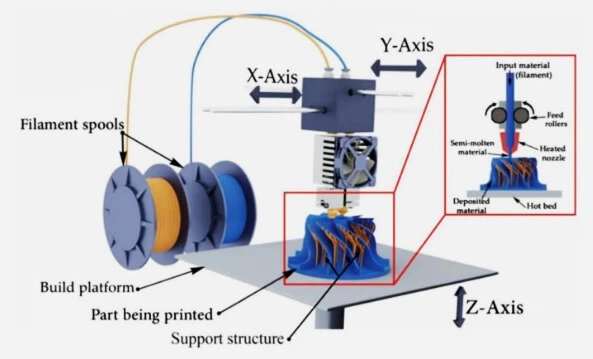
In the process of printing, the filament-based material is unwound from the spool and directly fed to the printhead which is maintained at an appropriate temperature to sufficiently heat the filament above its glass transition temperature. Into a semiliquid state. The heated filament is then extruded out of a nozzle in the form of a fine bead and deposited on the built platform that structures the printer.
The solid filament which is set into motion simultaneously acts as a piston to push/plunge the Molton filament below it out of the heated nozzle. The needful pressure must be accurately applied to supplement the pressure drop in and across the printhead which in turn depends upon the rheological properties of the resin filament and the geometry of the melt flow path.
Moreover, the filament must be resistant to buckling pressure and therefore be rigid enough to withstand the acting load.
The printhead is equipped to have multi-axial movements. While moving along the X and Y axes, it forms the 2D layers of the build-part. Having completed the layered formation in the X-Y plane, the printhead would then rise to print the part along the Z-axis by an amount equal to the thickness of the layer. Doing so would enable the deposition of the following layer on the top of the preceding layer.
The paste-like state of the extruded material from the hot nozzle enables the adjacent layers and beads to fuse. This is why it is called fused deposition printing. The hot nozzle tip applies sufficient pressure while printing thus remelting the previous layer substrate’s outer surface into a quasi-homogeneous binding structure. This process is repeated over and over again until the part printing is finished.
Dual extrusion head printers are commonly used nowadays. In such printers, one nozzle is used to dispense the base material, while the other is used to provide material for the support structure.
Generally, the post-printing operations include the removal of the support structure as well as the enhancement of aesthetics and surface quality. The support structure material is either soluble or insoluble: The insoluble support structures are removed by breaking them away on account of their fragile/brittle structure; whereas, the soluble ones are removed by dissolving into either water or special chemicals such as PVA soluble in water and HDPE (high-density polyethylene) soluble in d-limonene.
Other post-printing operations may include sanding, polishing, metal plating, epoxy coating, dipping, vapor smoothing, and many others.
It is worth mentioning here that FDM is slightly different from the SLS (selective laser sintering) method: In FDM, the thermoplastic filament is extruded through the heated nozzle to build the object layer upon layer, whereas in SLS the object is created by selectively sintering (partially melting not fully) the metallic powder (mostly nylon, polyamide, and other thermoplastic resins) using a laser beam. Moreover, FDM requires support structures but SLS does not due to the use of powder itself as a support structure.
Advantages of 3D Printing
Among the many 3DP technologies, it is the most extensively used printing technology employed worldwide. It is known as the most affordable 3D printing tool at the desktop scale which in turn makes it the first choice of domestic users, hobbyists, and educational institutes. Some of the other advantages of FDM printing are mentioned in the figure below.

Disadvantages of 3D Printing
In the FDM-built part, there are visible weld lines known as layer lines which affect the surface quality and aesthetics of the printed object. Moreover, the range of materials compatible with FDM printing is not as wide as it is with other forms of 3D printing. Also, the removal of support structures is a tedious and time-consuming task. The printing speed is also too high making the process overall lengthy and time taking. Lastly, the tolerance and precision of part geometry is another issue with FDM printing. These points are summarized in the figure below.

Frequently Asked Questions
What is fused deposition modeling?
It is the most common type of 3D printing in which the desired object is printed or built by extruding the filament (usually a thermoplastic resin such as ABS) by fusing the deposited layers of the molten material one upon another.
What are the applications of FDM?
Its applications include rapid prototyping, developing concept models, custom tooling and jigs, educational models, dental and medical parts, aerospace and automotive models, art and jewelry, and many others.
What are the three basic steps in FDM printing?
The three fundamental steps in FDM printing include CAD modeling to create 3D geometry of the part, slicing, and tool path generation using slicing software, and finally 3D printing using an FDM printer.
How does fused deposition modeling work?
The process is simpler: it works by heating and melting the material filament unwounding from the spool which is now extruded through the heated nozzle or the printhead to build the intended object layer upon layer by fusing and then depositing the particles of the previous layer with those of the new one.
What are the fused deposition modeling materials?
The most common materials used in FDM printing include thermoplastic resins such as ABS (Acrylonitrile Butadiene Styrene), PC (Polycarbonate), PLA (Polylactic Acid), PET (Polyethylene Terephthalate), TPU (Thermoplastic Polyurethane) and other useful blends of engineering materials which offer high thermal, impact or structural resistance with good strength to weight ratios.
I am the author of Mechanical Mentor. Graduated in mechanical engineering from University of Engineering and Technology (UET), I currently hold a senior position in one of the largest manufacturers of home appliances in the country: Pak Elektron Limited (PEL).