
Grinding is a key machining operation and is performed by a machine tool historically known as a grinder.
Grinding is mainly classified along two axes of machining as follows:
- Non-precision grinding
- Precision Grinding
Non-precision Grinding
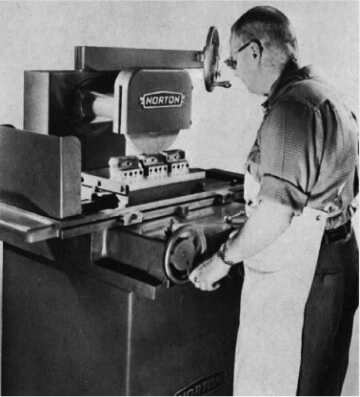
It is also known as off-hand grinding. It is used when there is no precision required during grinding operation. Normally, non-precision grinders are of bench or pedestal type, as shown below. Their primary purpose is to rough the surface or sharpen the cutting tools, such as drill bills or milling cutters.

The figure below shows a hand-operated non-precision surface grinder.
The classic example of non-precision grinding is abrasive blasting, in which the abrasive material is blasted on the metal surface with great force. This process takes place in a blasting room or blasting cabinets.
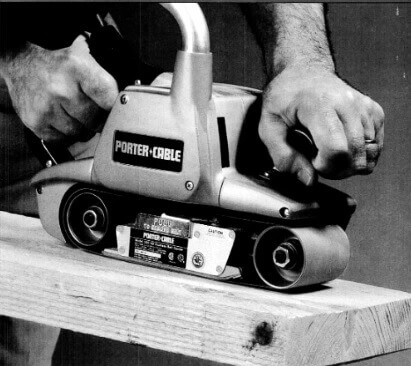
Another important example of non-precision grinding is belt sanding, in which sandpaper is stretched between the two rotating drums.
When the machine is turned on, the sanding belt moves in a closed loop with rapidity while in contact with the part’s surface, thereby removing the required metal and smoothing the surface. A handheld sanding belt is shown below while operating on a wooden job.
Precision Grinding
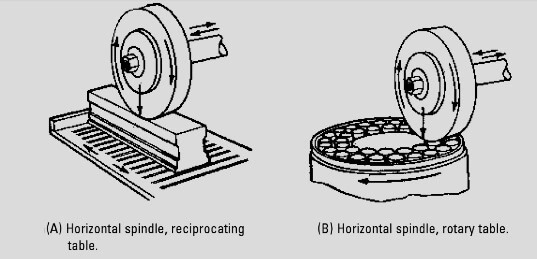
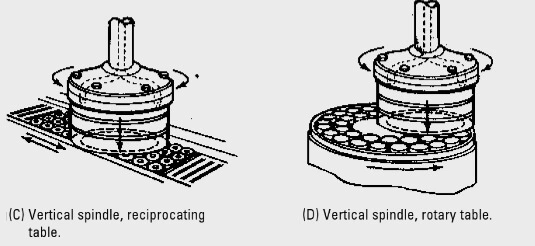
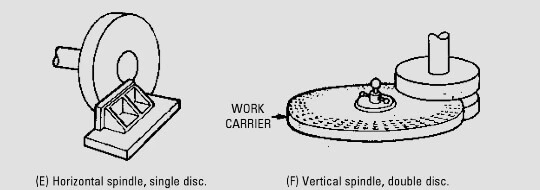
It is a form of grinding in which metal with high precision is ground into different shapes and sizes. Precision grinders remove stock to very accurate dimensions. The figures shown below illustrate the precision grinding of external, internal, and flat work parts.

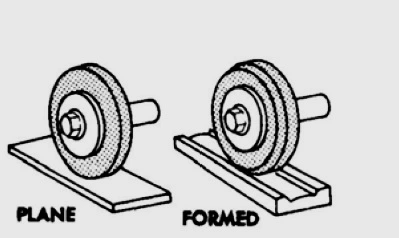
Moreover, figures A through F, as shown below, illustrate the precision grinding of surfaces depending upon the spindle orientation of the grinding wheel and the type of table movement.
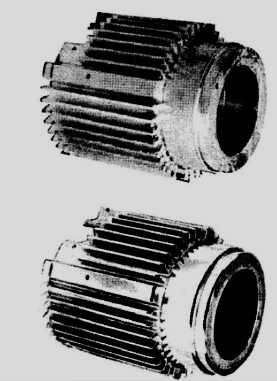
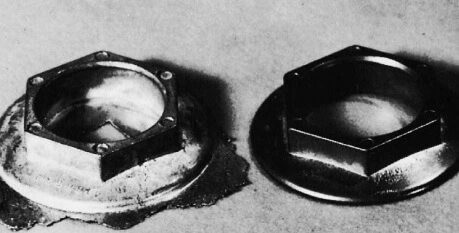
The classic example of precision grinding includes barrel finishing, which is also known as abrasive tumbling, in which the burrs, edges, and heat-treat scale are removed from the job. It improves the surface finish of the workpiece.
In this process, the abrasive media is put into a vibrating or rotating barrel with water and other compounds. The shaking action thus removes burrs and heat-treat scales from the job and thereby gives excellent part finishing.

The figures below show the parts before and after barrel tumbling.
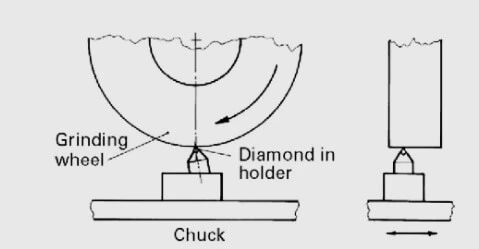
Over time, the material from the job gets stuck with the abrasive particles of the face of a precision wheel that requires dressing. This process restores the wheel’s grinding face to its original condition with the regained ability to grind effectively. Three types of dressers used in precision grinding include:
- Mechanical dresser
- Abrasive wheel
- Diamond tool
As an example, the figure below shows the wheel dressing by diamond tool.
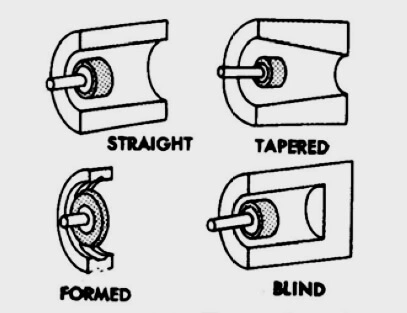
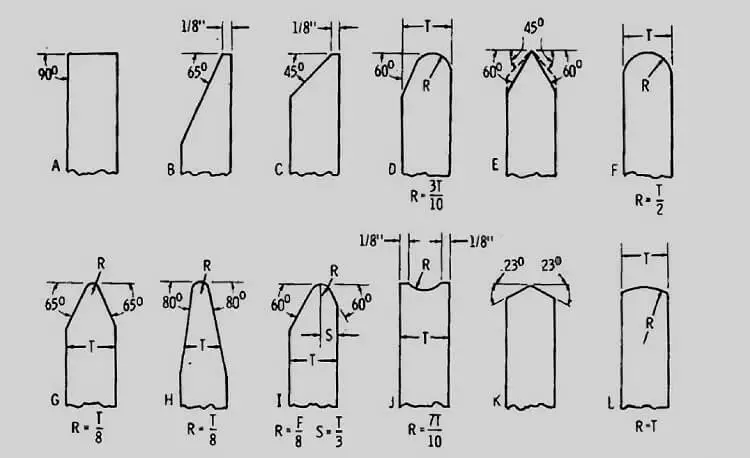
The figure below illustrates the standard grinding wheel faces which can be modified using dressers according to the machining needs of the user.
Grinding Wheels
In both precision and non-precision grinding, the grinding wheels are generally made of two materials:
- Aluminum oxide
- Silicon carbide
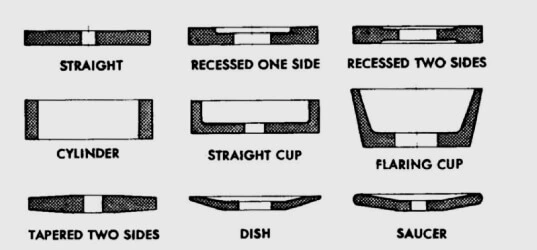
These grinding wheels come in different geometries, such as straight, recessed, cylindrical, flaring, and others, as shown below.
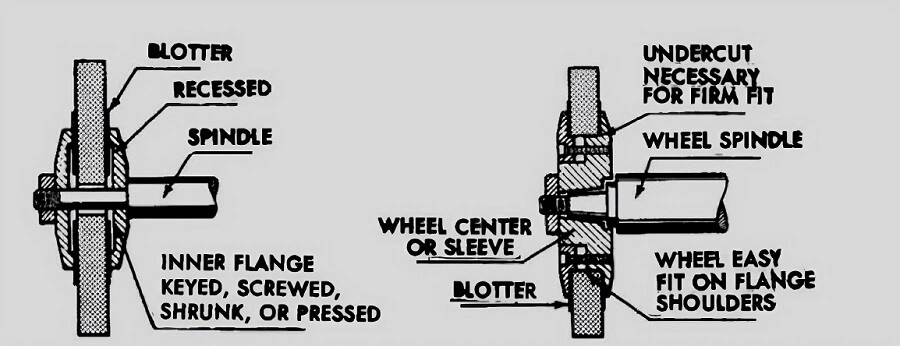
Manufacturers of the grinding wheels also make pointed grinding wheels for small grinders with their permanent fitting in the shank. They come in small sizes as 1/16 inches in diameter and alike (figure below).

Special heed should be paid for their balanced fitting in the grinder because they have to work at higher RMPs (figure below).
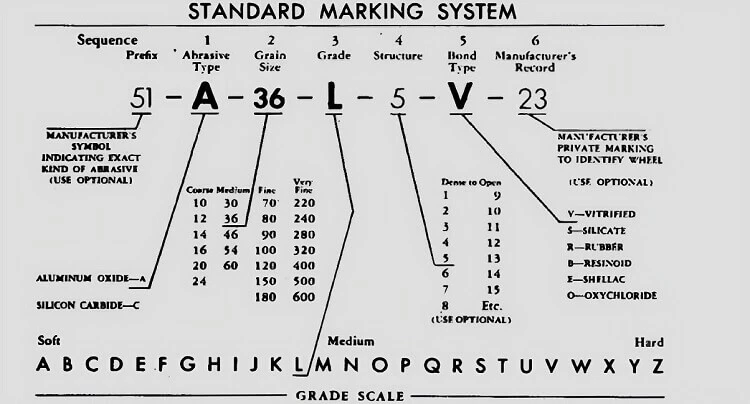
Grinding wheels have certain characteristics (or qualitative factors) based on which they are mainly understood.
- Abrasive: it is chiefly aluminum oxide or silicon carbide.
- Grain size: it varies from 600 (fine) to 10.
- Type of bond: It’s a material that holds the material (abrasive) together.
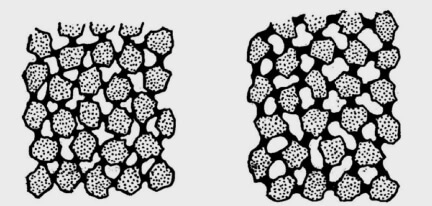
- Grain structure: It ranges from 1 to 12. The lower the number, the closer the grain spacings.
- Grade: it shows the hardness of the wheel on a scale marked from A to Z: From A through H, the material is soft; I through P, it is medium; and lastly, Q through Z are graded with hard materials.
Based on factors such as those mentioned above, the grinding wheels are marked (figure below).
Frequently Asked Questions
What are the two types of grinding?
There are mainly two types of grinding: precision and non-precision. In the former, metal is ground with precision, while in the latter, grinding precision is usually not achieved.
What is the purpose of barrel finishing?
It is also popularly known as barrel tumbling. It is used for removing burrs, edges, and heat-treated scales from the job.
Why are the diamond truing tools canted?
They are canted to shape and sharpen the grinding wheels. Their added benefits include a uniform metal removal rate, reduced grooving, and minimal tool wear.
What is a dead man switch?
It is a safety switch on a grinder that stops the grinding machine if the operator is in trouble or incapacitated to operate the machine.
I am the author of Mechanical Mentor. Graduated in mechanical engineering from University of Engineering and Technology (UET), I currently hold a senior position in one of the largest manufacturers of home appliances in the country: Pak Elektron Limited (PEL).