
The present post is exclusively dedicated to discussing three of the most common machining operations: broaching, grinding, and surface finishing.
Broaching
Broaching is chiefly a machining process that resembles shaping in the sense that the cutting tool passes against the stationary job. The difference lies in the design of the broaching tool (or simply a broach), which is a multi-edge type that is either ground or mounted to the broaching tool compared with a single-point shaping tool.
In a borach, the relative heights of the successive cutting edges are suitably varied to perform operations such as roughing, semi-finishing, or finishing in a single stroke. Like milling and drilling, broaching is also a very productive machining operation that can even produce very fine surface finishes.
Broaching operations are of two types:
- External Broaching
- Internal Broaching
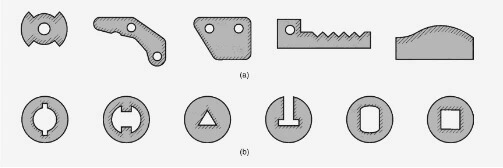
In external broaching operation, flat surfaces or contours or surfaces such as spur gears and splines are generated. In one pass, more than one surface can be machined on the job. The figure below shows various profiles cut as a result of external broaching.
Whereas the internal broaching, which requires a starting hole for the insertion of the tool is used to produce circular as well as non-circular keyholes, keyways, gear teeth, serrations, splines, and so forth.
There are multiple types of broaching machines and they are broadly categorized as horizontal and vertical types. The vertical design occupies less floor space compared with its horizontal counterpart.
Moreover, based on a ram drive mechanism, the broaching machines are divided into single or twin ramps: pull down, pull up, push up, push down, continuous, and rotary types. All these machines are stiffer in construction as they have to take up higher cutting loads.
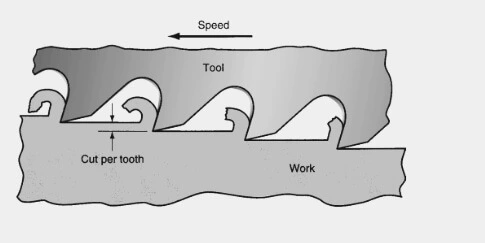
More importantly, the feed per tooth of a broach is determined by the broach design, not by the setting of the machine.
Turnbroaching is similar to broaching in which the cutting tool moves into the rotating job. It is also known as a skiving operation and is widely used in the machining of crankshafts or camshafts in engine manufacturing.

Grinding
Grinding is a general name for a machining operation in which the abrasive metal wheel is pressed against the workpart or job, as a result of which material from both the workpart and the abrasive wheel is removed. It is a historic process that is famous for providing close tolerances and good surface finishes.
The thickness of a chip formed during grinding is very small: for instance, from 0.002 to 0.05 mm. Does it make any difference? Yes! It requires more power than a conventional chip-forming machine for the same chip quantity. The energy required to produce 1 cubic meter of a grinding chip is ten to thirty times higher than that required with a single cutting tool.
The cutting tool used in the grinding operation may include an abrasive wheel, pad, disc, or belt made of bonded or loose abrasives.
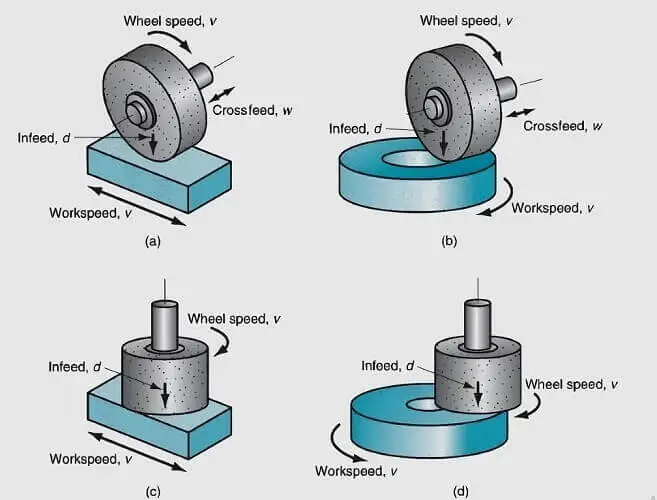
Grinding does require a range of kinematic motions of the abrasive wheel and the work. Two major types of grinding operation are governed by the direction of the feed of the wheel and include the following:
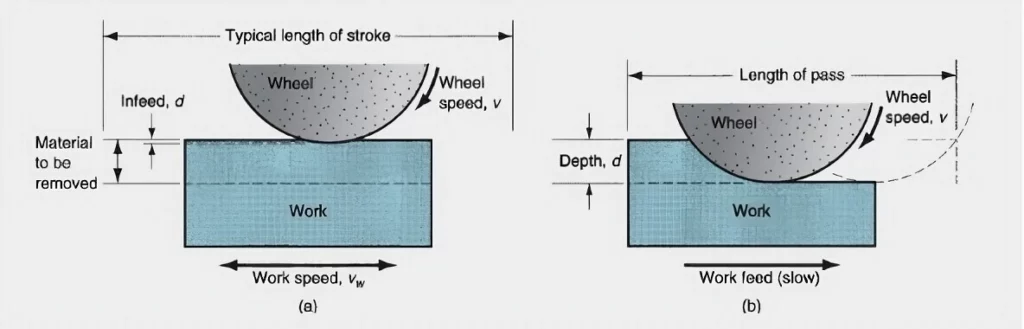
- Plunge grinding
- Traverse grinding
In the traverse type, the grinding wheel rotates in a direction parallel to the work surface. Only a small portion of the work is in contact with the wheel. There are several passes of the wheel that the ground surface traverses until a required depth of cut is obtained. Whereas in plunge grinding, the grinding speeds are slower as the full grinding wheel is now engaged with the work part for its grinding.

Grinding operations are further divided into flat grinding, cylindrical grinding, and contour grinding depending upon the geometry of the work.
However, another criterion over which grinding is found is the kinematic motion of the work and the tool and these include centerless, reciprocating surface, micronizing, creep feed, and honing.
Let’s discuss each briefly.
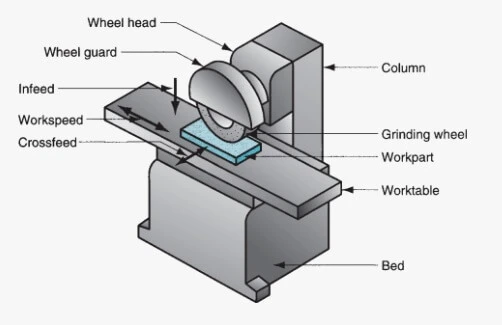
Surface Grinding: It is the most common type in which either work reciprocates past the rotating wheel or it rotates about an axis perpendicular to the grinding surface while it is being fed laterally to the wheel under rotation. It generates surfaces such as flat, angular, irregular, and more. Either the periphery or the face of the wheel is used for grinding.
A typical surface grinder with its parts is shown below.
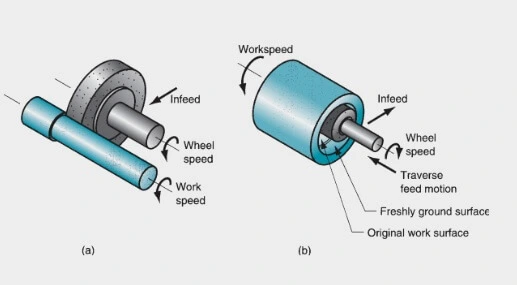
Cylindrical Grinding: It is a type of grinding operation in which the external surfaces of a cylindrical job are ground: the workpart rotates while the grinding wheel rotates in the opposite direction and does the machining thus producing surfaces that are flat, tapered, or contoured. The RPMs of the wheel are higher than those of the job. Usually, the job is made of hard or brittle material.
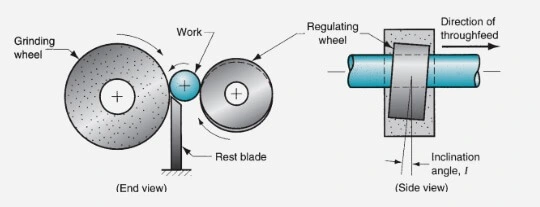
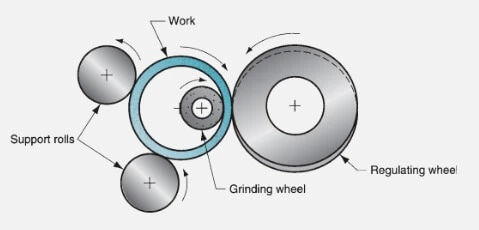
Centerless grinding: It is similar to that of the cylindrical grinding. In the centerless grinding (both external and internal), the job is held on the blade between the two wheels: one is the rotating grinding wheel, while the other is a regulating or feed wheel that holds the job against the grinding wheel and controls the grinding pressures.
The workpart gets self-centered as it rotates between the two wheels. The regulating wheel is a rubber-bonded wheel that acts as a frictional and braking element. It is used where it is not possible to locate the center of the job.
It is used where more precision cutting is required than in the case of cylindrical grinding. Its examples include grinding long, slender shafts or elements that must rotate with high accuracy in a bearing and so forth.
Creep Feed Grinding: It is a form of external surface grinding in which the full depth of cut is removed in a single pass from the workpiece thus saving time up to 50% compared with conventional grinding operations.
The feed of the workpart is kept very low: it is usually fed at a rate of 25 to 500mm/min while the rotating wheel’s speed is 2000m/min. The depth of cut ranges from 2-6mm, yet it may be as low as 0.5mm for hard materials.
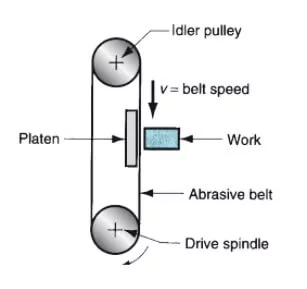
Belt Grinding: It is also known as abrasive belt machining, in which coated abrasive belts are used for grinding at a very fast rate. On account of the belt’s flexible design, this operation has replaced conventional turning, milling, drilling, or finishing operations to a great extent. Grinding is performed using a slack belt or simply a belt riding over a wheel that supports it and exerts a thrust force.
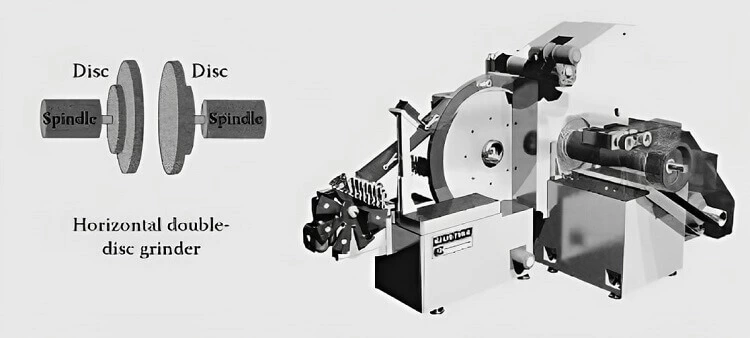
Disc Grinding: It is also known as face grinding. In this type, almost all of the wheel’s flat face is in contact with the workpiece. It is advantageous in terms of low flatness errors and fine finishes. Both single-disc, as well as double-disc grinding are used for machining bimetallic surfaces where the tool life is not that long.
Surface Finishing
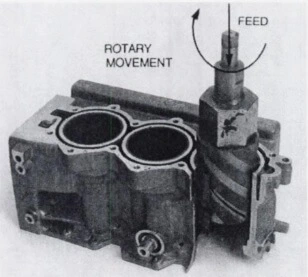
Microsizing: It is also known as a super abrasive bore finishing operation in which the accuracy of the internal cylindrical surfaces is improved. It uses a pre-set barrel-shaped tool that is fitted with bonded diamond or CBN abrasives.
It also uses an expandable tool in which the abrasive stones are spaced around its periphery. In micro sizing, both the tool and workpiece may rotate. The microsizing tool is self-centering and self-feeding. Usually, honing oils are preferably used during the machining operation.
Less heat is generated during the machining operation because the material is removed by thousands of superabrasive particles dispersed around the periphery of the tool, thereby giving excellent control over the bore shape.
It can be a single-pass or multi-pass operation, which is decided upon the amount of stock to be removed. If the stock to be removed is 0.05mm, or when there is a great likelihood that the job may distort during the heaving cutting load, multiple passes of the tool are used. Single-pass operation is performed if the part is sturdier and can withstand higher structural stresses during machining.
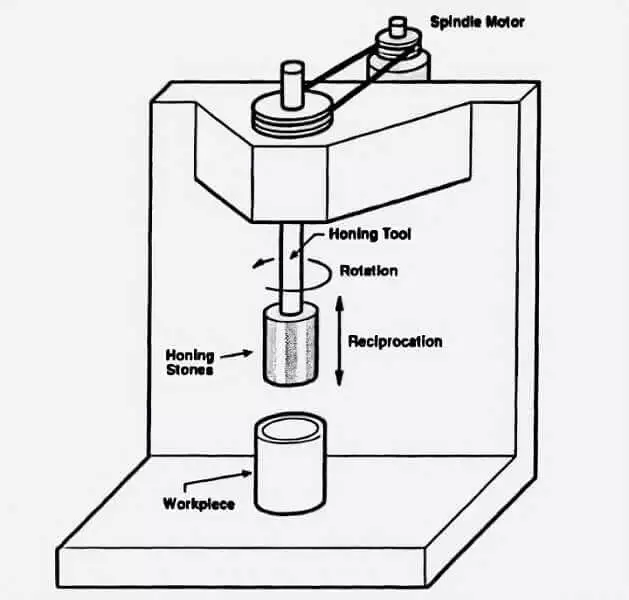
Honing: It is similar to the micro sizing operation with the difference that now bonded abrasive sticks are pressed against the surface of the job using an expandable reciprocating cutting tool.
Its advantage is that the axial and radial distortions during micosizing are lessened in honing, thus imparting controlled surface texture to the bore. The axial speed varies between 12 and 25m/min, while the circumferential speed may vary from 15 to 100m/min.
For the figure shown below, the expansion pressure of the tool and the feed rate should be kept to the lowest minimum to avoid any distortion of the workpart.
Brush Honing: It is a new honing operation. From a machining point of view, it is similar to honing, as stated above. The difference lies in the use of a flexible abrasive brush tool that is provided with compliant filaments that bend and press against the job-bore surface.
It removes little material as a consequence of machining and, therefore, takes high production cycle times that may exceed 1 minute. It generates high surface finishes by removing the surface peaks or the smeared material left during the honing operation.

External Honing: It is used to remove the external surface imperfections left in the honing operation. It is also known as microfinishing, superfinishing, or superhoning. The abrasive tool reciprocates or oscillates and presses against the job, which rotates. A special tool arm is used to orient the stone and thus apply pressure.

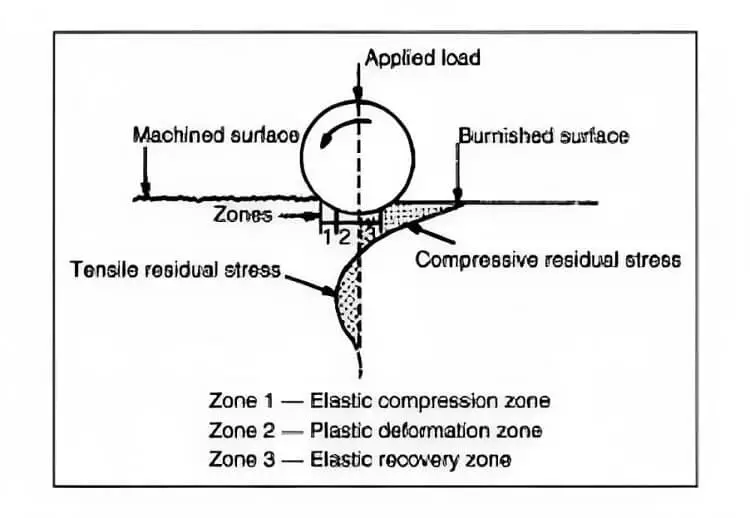
Roller Burnishing: It is a surface finishing operation in which the hard yet smooth balls or rollers are pressed against the workpart to generate surface finishes through plastic deformation. This operation is used in place of both conventional and non-conventional operations such as honing, micro sizing, turning, milling, and boring. Burnishing is a great machining option if high fatigue life, good control over tolerances, and improved surface hardness-like requirements are to be met.
Deburring: Burrs are the consequence of plastic deformation during machining in the form of undesired material projection at the edges. It is a complex function of certain machining variables that include part material, tool geometry, its degree of wear, machining sequence, and others. Deburring is thus an operation that is time-consuming and is, costlier, and somewhat difficult to automate.
The figure below shows the schematic representation of the two most common deburring processes.

Over some time, some deburring methods have been devised. A few of them include barrel tumbling, centrifugal barrel tumbling, vibratory deburring, water-jet or abrasive deburring, as well as sanding, brushing, and abrasive flow types.
Other types are ice dropping, liquid honing, chemical deburring, ultrasonic deburring, electropolishing, electrochemical, thermal deburring, mechanical, and manual deburring.
Their study is beyond the scope of the present post. However, those interested in these surface finishing techniques must consult the related literature. Of the types above, the most common types entail manual deburring, brushing, and, last but not least, ultrasonic deburring.
I am the author of Mechanical Mentor. Graduated in mechanical engineering from University of Engineering and Technology (UET), I currently hold a senior position in one of the largest manufacturers of home appliances in the country: Pak Elektron Limited (PEL).