A machine that performs milling operations is called milling machine or simply a mill. Just like other machining tools such as lathe, drilling machine, shaping machine, planing machine, and slotter, a milling machine is a classic machine that is a must-tool in any workshop in the world for carrying out certain key machining operations and metalworking. It is also well known in precision machining, for example, for achieving good mechanical fits associated with large flat surfaces.
What is Milling?
Milling is a machining operation performed by a milling machine on a flat metal surface.
More precisely;
Milling is a machining operation in which the workpiece is fed past the rotating tool. The cutter used for milling is known as a milling cutter.
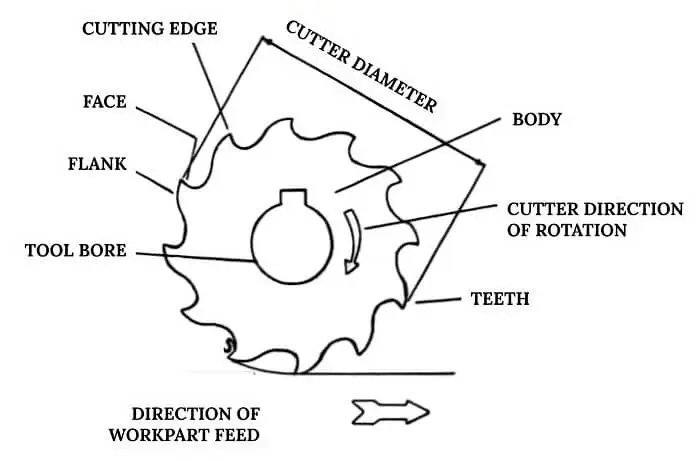
It has multiple edges that perform the cutting operation. However, the milling cutter with one cutting edge is called a fly cutter, and the cutting edges are called teeth. The schematic diagram of a simple milling cutter is illustrated below.
As a result of the milling, the geometry of the machined part is the plane surface, albeit surfaces with other geometries are also possible under the milling operation by using a milling cutter with different profiles and design configurations, as well as by adopting different cutting paths. (Their details will be described a little later)
Types of Milling Operations
There are two basic types of milling.
- Peripheral Milling
- Face Milling
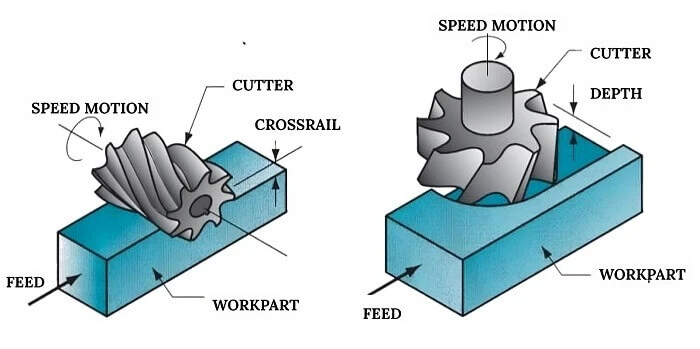
Peripheral Milling
It is also known as plain milling. It is a type of milling operation in which the axis of rotation of the milling tool is parallel to the direction of the surface being milled. The cutting operation is performed by the cutting teeth provided on the outer periphery of the milling cutter.
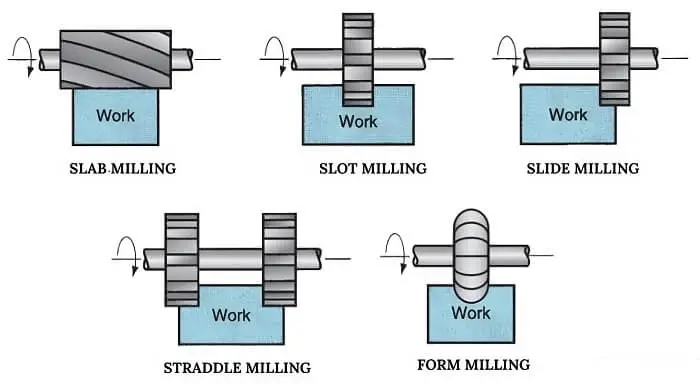
There are several forms of peripheral milling, which are described below:
- Slab Milling: It is the peripheral milling in which the width of the cutting tool is larger than that of the work part on both sides. Or, in slab milling, the cutter width goes beyond the size of the milling surface on both sides.
- Slot/Saw Milling: It is the peripheral milling in which the width of the workpiece is greater than that of the cutting tool on both sides. Or, in slot milling, the size of the cutting tool-edge is shorter compared with the milling surface. It is, therefore, capable of cutting slots on the work and, when needed, cutting the part into two halves under the milling operation known as sawmilling.
- Side Milling: In side-milling, the milling cutter cuts or mills the side of the work.
- Straddle Milling: In straddle milling, the milling cutter mills both sides of the work.
- Form Milling: In form milling, the special profile of the cutting teeth of the cutter is milled on the work. It is, therefore, known as forming operation in the lexicon of the milling studies.
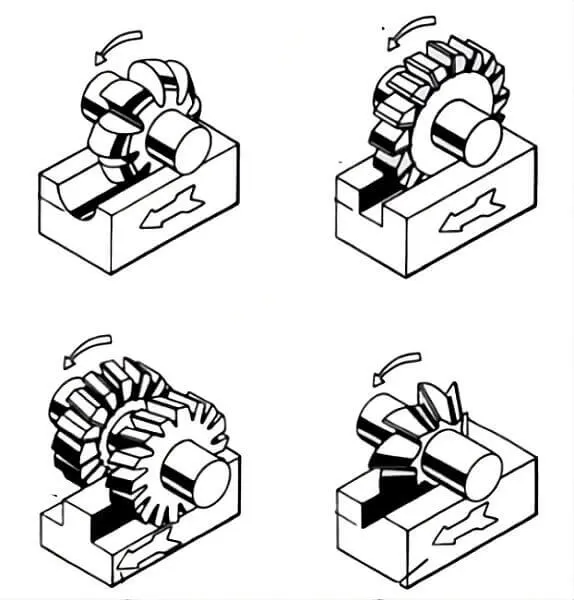
With the peripheral or plain milling, there are two general modalities of cutting direction: one being the up milling and the other being the down milling.

In the up-milling, the cutting operation conventionally takes place; that is, the direction of the rotation of the milling cutter runs opposite to the direction of the feed of the work. Whereas in down milling (also called climb milling), both directions are the same.
Moreover, in the up-milling, the chip forms thinner in the beginning which gets thicker as the cutter fully sweeps. Whereas in the down milling, the opposite is the case; that is, the chip is thicker in the beginning, and it gets thinner at the end of the milling cut.
Face Milling
It is a type of milling operation in which the axis of rotation of the milling tool is perpendicular to the direction of the surface being milled.
Like peripheral milling, there are multiple forms of face milling as well which are described below:
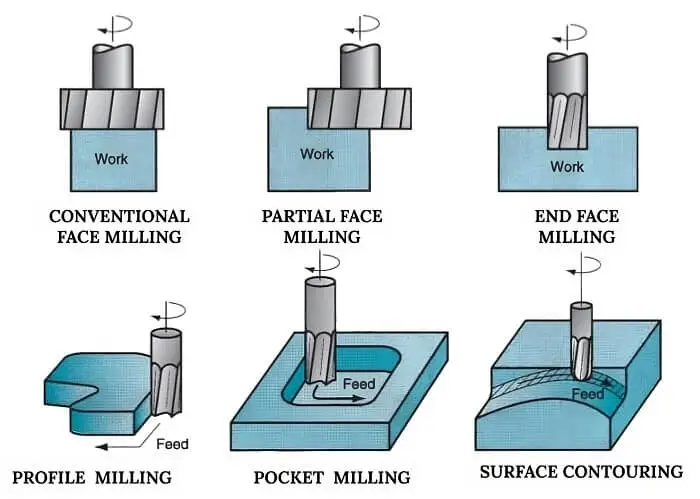
- Conventional Face Milling: It is a face milling in which the diameter of the milling cutter is greater than the width of the work.
- Partial Face Milling: In partial face milling, the cutter overhangs on one side of the work.
- End milling: It is also called slot milling. It is a face milling in which the cutter diameter is less compared with the width of the work. It mills slots into the workpart.
- Profile Milling: It is a form of end milling which is performed to cut the outside periphery of a flat workpart.
- Pocket Milling: It is again a form of end milling which is performed to cut shallow pockets into a flat workpart.
- Surface Contouring: It is a unique modality of face milling in which a ball-nose milling cutter is fed to move back and forth across the workpart to cut a three-dimensional surface. The cutter follows a cantilevered path to mill a contoured surface.
Milling Machine And Its Types
A machine tool that is used to perform milling operations, as cited above, is called a milling machine. In simple words,
A milling machine is used to mill large flat surfaces. The workpart is fed past the rotating cutting tool compared with the lathe in which the workpart fitted in the chuck rotates about a spindle axis while a linear feed is given to the cutting tool.
A milling machine is provided with a rotating spindle for a milling cutter and a large platform for fastening, positioning, and feeding the work.
There are several types of milling machines. Chiefly speaking, milling machines are broadly classified into horizontal and vertical milling machines. In a horizontal milling machine, the spindle axis is horizontal. It is used in jobs with the workpart being cube-shaped.
It is mainly used to perform peripheral milling operations such as slab, slot, and straddle milling. In the vertical type, the spindle axis is vertical to the part being fed. It is used in face milling, end milling, surface contouring, and so on.
Other than classification based on the orientation of the spindle axis, the milling machines are further classified as:
- Knee-and-Column type milling machine
- Bed type milling machine
- Planer type milling machine
- Tracer mill
- CNC milling machine
Knee-and-Column Type
It is the most basic type. It derives its name from its traditional structure: The column is the structure for supporting the spindle and the knee is a platform or table for fastening the workpart.
It is available in both horizontal and vertical configurations as shown below.
In the horizontal type, a shaft that supports the cutter and is driven by a spindle is known as an arbor. It is supported by a structure called overarm.
In the vertical type, there is no arbor as such. Rather, the milling cutter is directly fitted into the spindle.
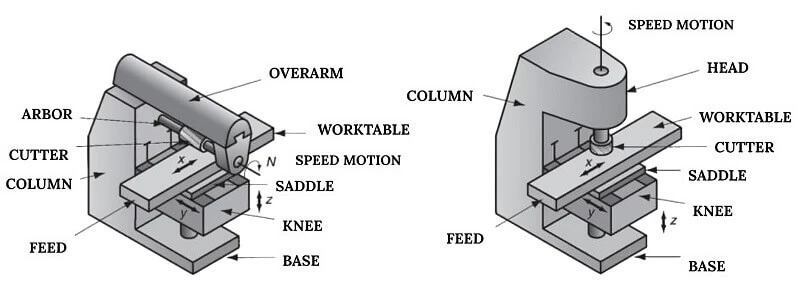
What makes knee-and-column type milling machines so popular? Its popularity lies in its ability to traverse the worktable in any one of the three directions along the x, y, and z axes: the worktable can be moved in the x-direction, spindle in the y-direction, and knee in the z-direction.
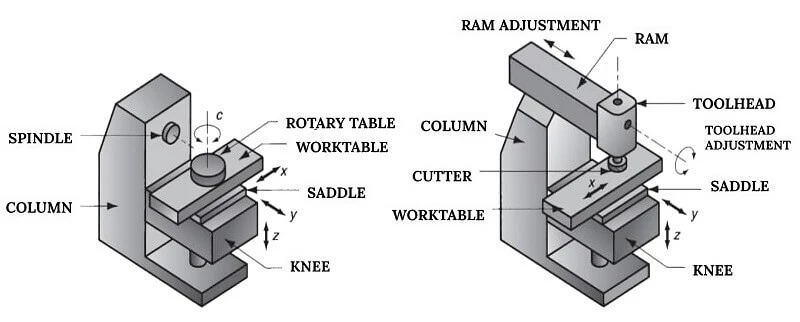
Knee-and-column type milling machines are further designed to have more versatile forms known as universal type and ram-type milling machines.
Universal-type Milling Machine: In the Universal type, the worktable can be swiveled about a vertical axis horizontally to ease the machining operation at any desired angle. It is used to cut angles and helices on the work.
Ram-type Milling Machine: In the ram-type, a special cantilevered structure called a ram is provided with a tool head at one end to mount the milling cutter in its spindle with the controllability of in and out movements. The cutter can also be mounted for angular cuttings as well by swiveling the tool head to the required angular setting.
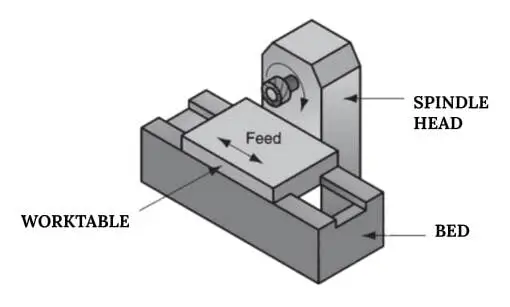
Bed-type
It is provided with a large bed size or wide worktable with greater feed-rates and depths of cut as compared with its knee-and-column type counterpart. The worktable is rigidly fixed onto the bed yet directly without the mediation of the knee-type structure.
Doing so limits the movement of the worktable only along the longitudinal direction. The milling cutter is fixed in the spindle-head. It is available in both horizontal and vertical configurations.
Bed type machine with a single spindle setting is called a simplex machine, and with a spindle arrangement, it is known as a duplex type, and with that of three, it is named a triplex milling machine.
Planer-type
It is provided with even a larger bed-size or wider worktable than the bed-type. It is used to mill very large flat surfaces. One or more milling heads supported by a bridge structure are provided instead of the single-point cutting tools used with the planer machine. It is used for milling, not planning as its name and appearance imply.
The workpart is given a feed-rate-motion instead of a cutting-rate-motion. This machine is also called a planer mill. In its construction, it is built low to the ground.

Tracer Mill
It is also known as a profiling mill. It is used to reproduce an irregular geometry of the workpart as per the template created on it. Whether the operator manually operates the cutting tool or it is automatically fed, a tracing probe follows the path given on a template.
The milling head duplicates that path, which is identified by the tracing probe. In the X-Y tracing type, the x-y control over the profiling of the desired shape is provided, whereas in the X-Y-Z tracing type, the probe can trace the path in three-dimensional space.
It was used in the past to cut complex shapes on the work, for instance, in the construction of dies and mold-inserts. Today, a tracer mill is taken over by a CNC mill.
CNC Milling Machine
CNC milling machine or simply a CNC mill is a modified form of a tracing mill in which the design template is replaced by an alphanumeric code in computer language that informs the coordinates of the path to be taken by the milling cutter during machining.
It is used in complex milling operations such as profile and pocket milling, surface contouring, and so on.
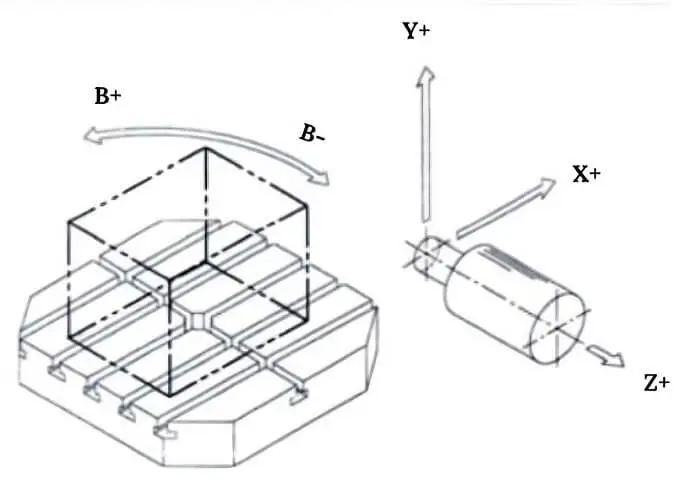
The diagram shown below illustrates the CNC milling center of a horizontal-type milling machine. The spindle is programmed to move along x,y, and z directions.
Compared to large CNC milling machine, today small scale CNC mills are common to use for domestic as well as industrial consumption. They are lighter in weight yet compact in construction. They are mostly settled on a workbench. One such example includes Shapeoko – a desktop CNC mill known for its open-source design.
Having stated all milling machine types, it is worth mentioning that a ball milling machine or simply a ball mill (which is a different form of a conventional mill and therefore is beyond the scope of the present post) uses a rotating cylindrical drum-filled with loose grinding media usually steel balls: As the drum rotates along a horizontal axis, the grinding media impact and grind and blend the material inside the drum. Ball mills are used in mineral processing, ceramics, and the pharmaceutical industry for reducing the particle size and or blending different material powders/particles.
Frequently Asked Question
How is the milling operation different from the drilling operation?
In milling operation, the axis of rotation of the cutting tool is orthogonal (perpendicular) to the direction of feed, whereas, in drilling, the axis of rotation and the direction of feed are unidirectional.
What are the merits and demerits of using a CNC milling machine?
The merits of a CNC milling machine include its higher accuracy in cutting complex geometries, automated milling without human intervention (with automatic tool changing), high repeatability, data-driven control over part quality, versatile functioning, data logging and so on. The demerits include technical issues proper to software and programming as well as high capital investment.
How can the life-span of a milling cutter be increased?
A milling cutter is an expensive cutting tool. Its use should be optimized. There are certain ways which, when adopted, can help plummet the early damage of a milling cutter, such as the selection of the right cutter for a given machining process, optimum spindle speed and work part feed-rate, use of good quality cutting fluid, least toolpath distance (toolpath optimization), and last but not the least helical interpolation which is a modern milling alternative to drilling when it is required to making holes.
I am the author of Mechanical Mentor. Graduated in mechanical engineering from University of Engineering and Technology (UET), I currently hold a senior position in one of the largest manufacturers of home appliances in the country: Pak Elektron Limited (PEL).